欢迎来到派挺科技实业有限公司官网! www.zjpainting.com
 English
English国家高新技术企业
全球超1000家用户的应用实例
第三方权威机构检测认证
合作咨询专线:135-8686-7057
总机咨询热线:0574-86168681
国家高新技术企业
全球超1000家用户的应用实例
第三方权威机构检测认证
合作咨询专线:135-8686-7057
总机咨询热线:0574-86168681


 联系方式
联系方式
总部总机热线:0574-86168681
合作咨询专线:135-8686-7057
公司总部:浙江省宁波市慈溪滨海经济开发区 金海北三路2号
北仑研发基地:浙江省宁波市北仑区小港街道姜家岙工业区21号
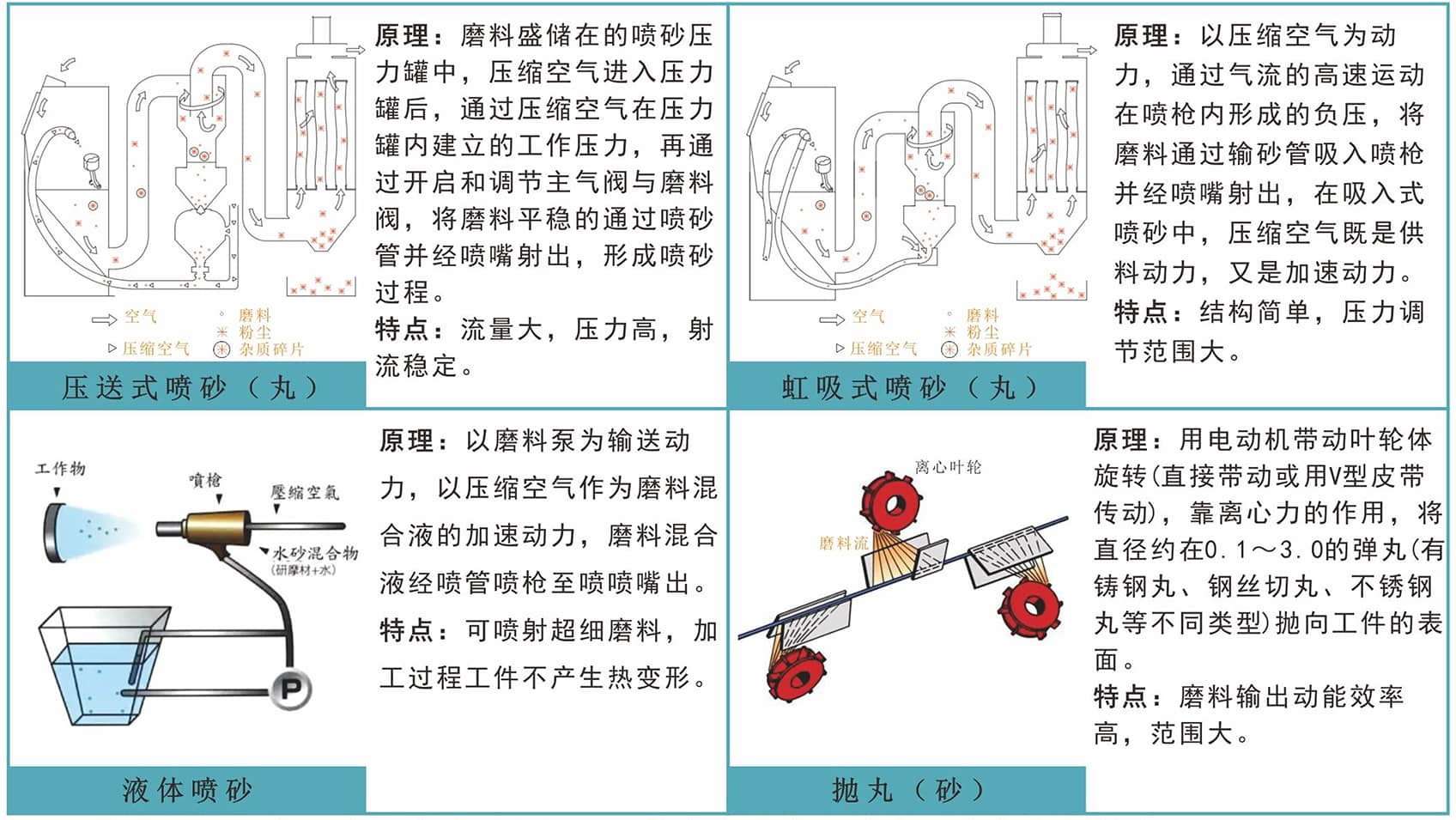
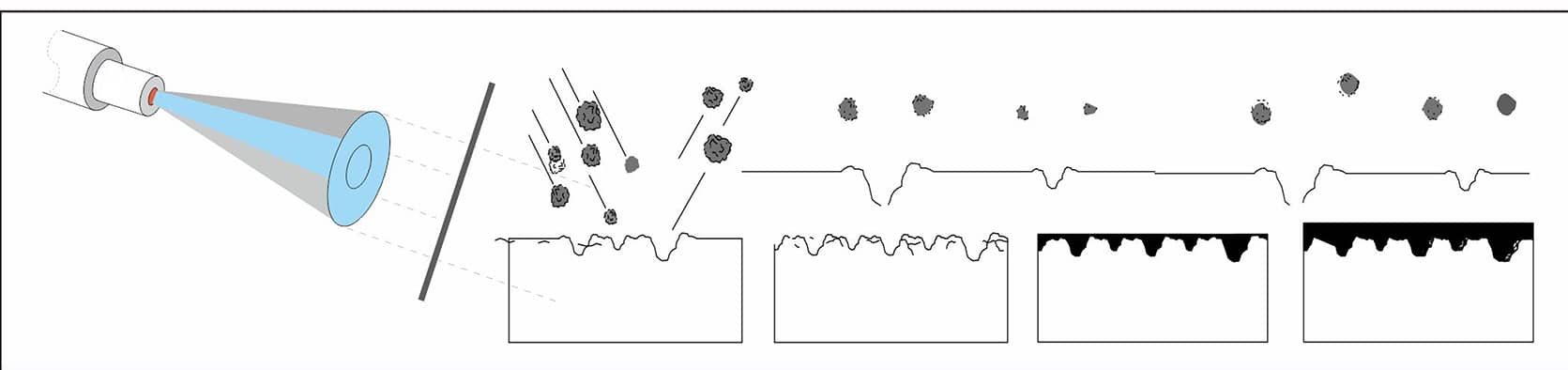
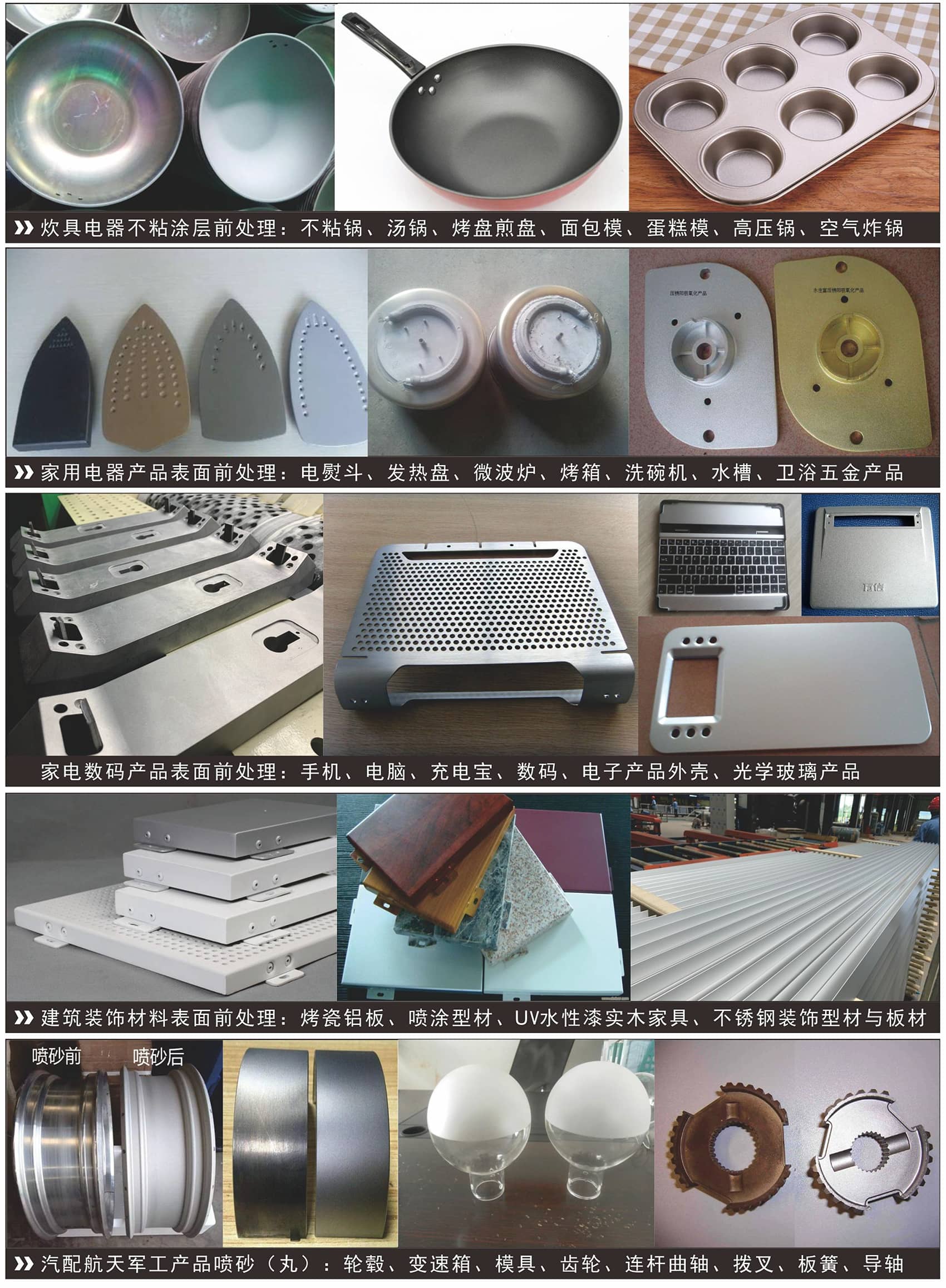
喷砂(丸)工艺:
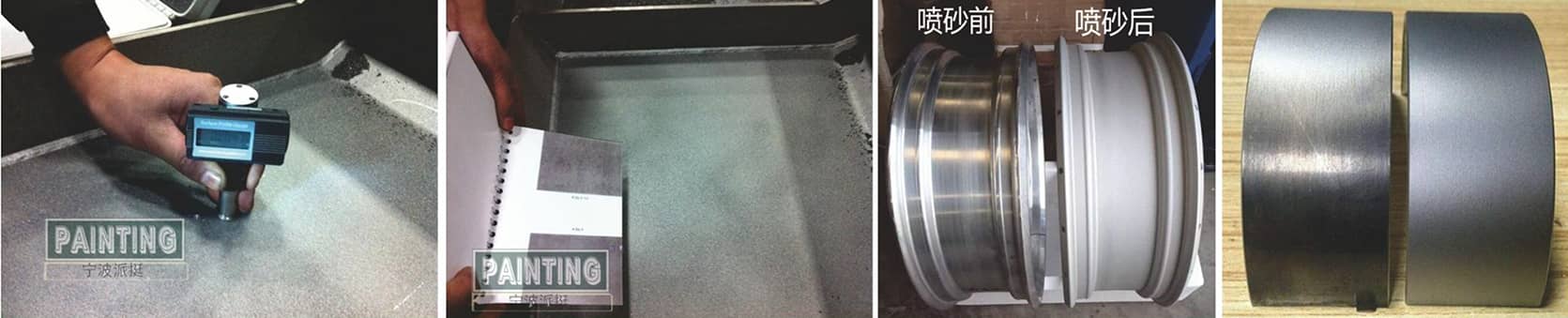
喷砂(丸)是一种机械式表面前处理方法,利用高速砂流的冲击作用清理和粗化基体表面的过 程。采用压缩空气为动力,以形成高速喷射束将磨料(金刚砂、铁砂、不锈钢砂或各种形状与材质 的磨料)高速喷射到工件表面,使工件表面的外表面形状发生变化,由磨料对工件表面的冲击、切 削和研磨,使工件的表面获得一定的清洁度和不同的粗糙度,增大了工件表面积,使工件表面的机 械性能得到改善,同时也提高了工件的抗疲劳性,增加了工件后处理涂层之间的附着力,延长了涂 膜的耐久性,也有利于涂料的流平和装饰性效果提升。

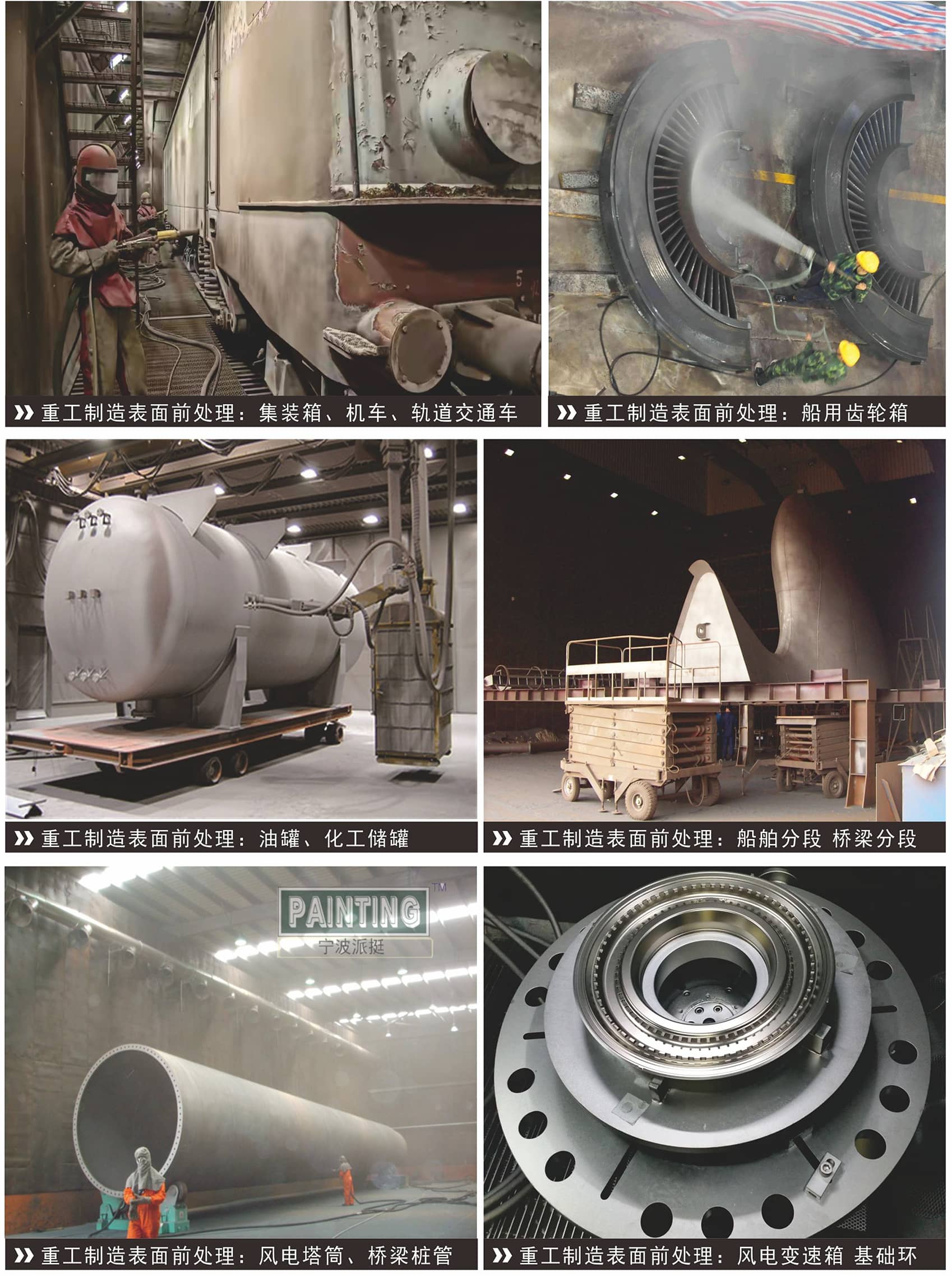
重工产品