This week, I was very fortunate to participate in the proofing of a C5 product, and by comparison demonstrated the importance of pre-treatment methods in coating anti-corrosion. (Note: C5 is the coating anti-corrosion grade, which is the highest coating anti-corrosion grade in ISO12944 standard. It is applied to high humidity and high salinity areas such as sea, seaside and underground. The coating consists of zinc layer + intermediate paint + top coat).

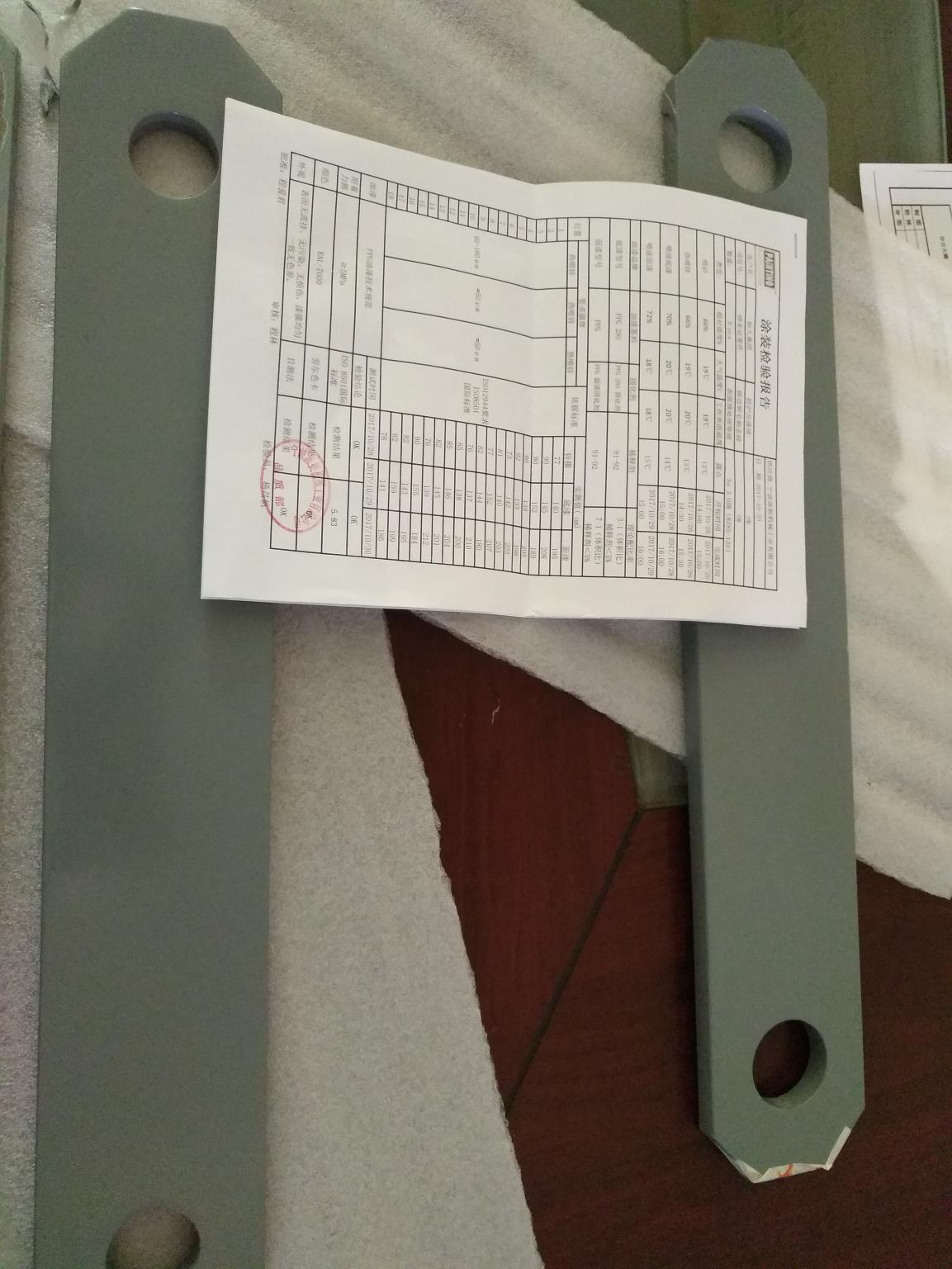
This is a sample of three samples that have been sampled. The customer has given us a good impression of our appearance. Of course, from our point of view, the appearance is absolutely second.
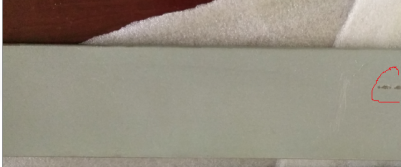
This is a section of another coating anti-corrosion supplier sample, we can see that the red circle has been peeling off, indicating that its adhesion is not up to standard.

A partial magnification comparison reveals that the coating of the other party (the other side of the sample is the upper section and the lower section of the sample is the sample) is not covered in the chamfered edge position. After touching, you will feel that the surface of the coating is smooth, and the surface of the other sample is rough.
Due to the lack of customer awareness of coating technology, we are very dissatisfied with the quality of the coating only after obtaining the samples from both sides. The party has repeatedly stressed that it does not look at the appearance and look inside, so at our request, the customer did a coating destructive test.

First, the blade was used to break the coating of another sample. As a result, as shown in the figure above, the coating was peeled off. Then perform the same operation on the sample, and the results are shown below.

After comparison, we can find that the other zinc layer has been peeled off in a large area. The sample topcoat that was sent out was destroyed, the intermediate paint was still intact, and the zinc layer was not completely visible.
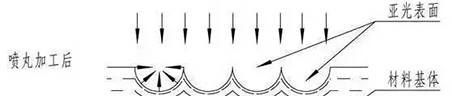
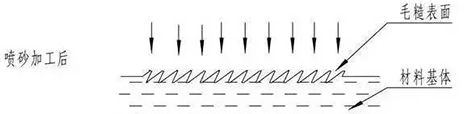
From the above destructive tests, we can find that the materials selected by the other party are consistent with us, and it can be said that there is no problem at all. But why is the adhesion gap so large? The reason is that the details of the surface treatment are not done. From the part where the zinc layer falls off, it is not difficult to find that the other party's treatment of the substrate is to select shot blasting. Compared with sandblasting, shot blasting is much more efficient and the cost is greatly reduced, but the effect after shot blasting is not in accordance with hot-spray zinc processing. Because after blasting, the surface of the workpiece will show sharp peaks and valleys under the high magnification magnifier, and the peaks and valleys of the shot blasting are more rounded. Imagine how the smooth surface grips the metal coating. Moreover, the surface roughness (RZ) of the workpiece required for hot-spraying zinc is large, which is also impossible for shot blasting. Therefore, in the process of selecting the pre-treatment process, the quality of the coating has been determined.
Secondly, why is the paint coating of the other party rougher than the paint coating? The reason is that the zinc layer itself is rough and there are very many very small pinholes on the surface. Because the inside of the pinhole is air, the paint is sprayed directly and the paint will foam. Therefore, before spraying the paint, a very thin layer of paint must be pre-coated to remove the air from the pinholes before the subsequent paint coating can be applied.
Thermal spray zinc coating surface
In addition to the pre-treatment process, pre-coating of the zinc layer before painting, as well as sandblasting angle, sandblasting roughness, zinc film thickness, paint film thickness, air temperature and humidity, etc., all need to be controlled. Therefore, in the process of coating anti-corrosion, the details determine the success or failure of the coating!
 Chinese
Chinese



